138. Versatile and scalable synthesis of cyclic organic carbonates under organocatalytic continuous flow conditions
Romaric Gérardy, Julien Estager, Patricia Luis, Damien P. Debecker and Jean-Christophe M. Monbaliu, Catal. Sci. Technol, (2019) DOI: 10.1016/10.1039/c9cy01659g
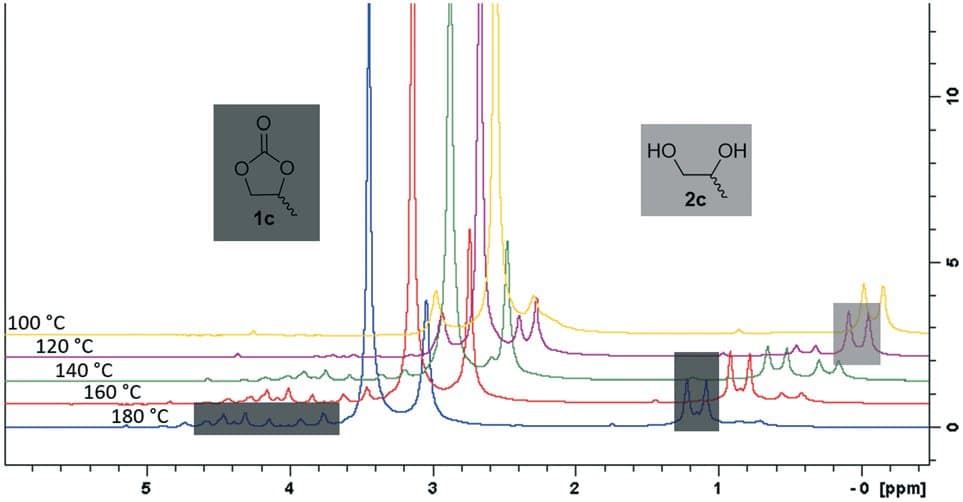
The benchmark route for the preparation of cyclic organic carbonates starts from toxic, volatile and unstable epoxides. In this work, cyclic organic carbonates are prepared according to alternative sustainable and intensified continuous flow conditions from the corresponding 1,2-diols. The process utilizes dimethyl carbonate (DMC) as a low toxicity carbonation reagent and relies on the organocatalytic activity of widely available and cheap organic ammonium and phosphonium salts. Glycerol is selected as a model substrate for preliminary optimization with a library of homogeneous ammonium and phosphonium salts. The nature of the anion dramatically influences the catalytic activity, while the nature of the cation does not impact the reaction. Upon optimization, glycerol carbonate is obtained in 95% conversion and 79% selectivity within 3 min residence time at 180 °C (11 bar) with 3.5 mol% of tetrabutylammonium bromide as the organocatalyst. A straightforward liquid–liquid extraction procedure enables both the purification of glycerol carbonate and the recycling of the homogeneous catalyst. The conditions are amenable to refined and crude bio-based glycerol, although conversions are lower in the latter case. Control experiments suggest that water present in the crude samples induces significant hydrolysis of glycerol carbonate. The reaction conditions are then successfully applied on a wide variety of substrates, affording the corresponding cyclic carbonates in overall good to excellent yields (20 examples, 45–95%). The substrate scope notably encompasses bio-based starting materials such as glycerol ethers and erythritol-derived diols. In-line NMR is featured as a qualitative analytical tool for real-time reaction monitoring. The scalability of this carbonation procedure on glycerol is assessed in a commercial pilot-scale silicon carbide continuous flow reactor of 60 mL internal volume. Glycerol carbonate is obtained in 76% yield, corresponding to a productivity of 13.6 kg per day.